เอสเอสไอสามารถผลิตเหล็กแผ่นรีดร้อนด้วยกำลังการ ผลิตสูงสุด 2.4 ล้านตันต่อปี และเป็นกำลังการผลิตที่สูง ที่สุดในเอเชียตะวันออกเฉียงใต้
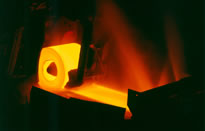
กรรมวิธีการผลิตเหล็ก แผ่นรีดร้อนของเอสเอสไอเริ่มจากการนำเหล็กแท่งแบน (Slab) ที่มีคุณภาพ น้ำหนักตั้งแต่ 5 – 32 ตัน และมีความ หนาตั้งแต่ 160-250 มิลลิเมตร เข้าเตาเผาให้ได้อุณหภูมิ 1,250 องศาเซลเซียส แล้วผ่านกระบวนการรีดและม้วนให้ได้ เหล็กแผ่นที่มีความหนาตั้ง แต่ 1.2 – 13.0 มิลลิเมตร และความกว้างตั้งแต่ 750 – 1,550 มิลลิเมตร และครอบคลุมทุกระดับมาตรฐานคุณภาพ เพื่อตอบสนอง ความต้องการในแต่ละประเภทของลูกค้า โรงงานของเอส เอสไอใช้เทคโนโลยีขั้นสูงที่มีเพียงไม่กี่แห่งในโลกที่ สามารถผลิตเหล็กแผ่นรีดร้อนได้บางถึง 1.2 มิลลิเมตร กระบวนการผลิตเหล็กแผ่นรีดร้อนของเอสเอสไอเป็น ส่วนหนึ่งของกระบวนการผลิตเหล็กทรงแบนครบวงจร (Integrated Mill of Flat Steel) โดยกระบวนการผลิตแบ่ง ออกเป็น 2 ส่วนคือ